Sandblasting is one of the most important technologies in the stonemasonry industry-enabling precise engraving, decorative finishing, and effective surface cleaning. Dustless sandblasters from Sandblast Tech are gaining popularity for their efficiency, convenience, and environmentally friendly operation. However, the key to their effective performance lies in selecting the right compressor. Too small a compressor will restrict output; too large will unnecessarily increase running costs.
Below you will find a practical overview of air requirements for the most popular Sandblast Tech models, along with compressor recommendations and hands-on workshop tips.
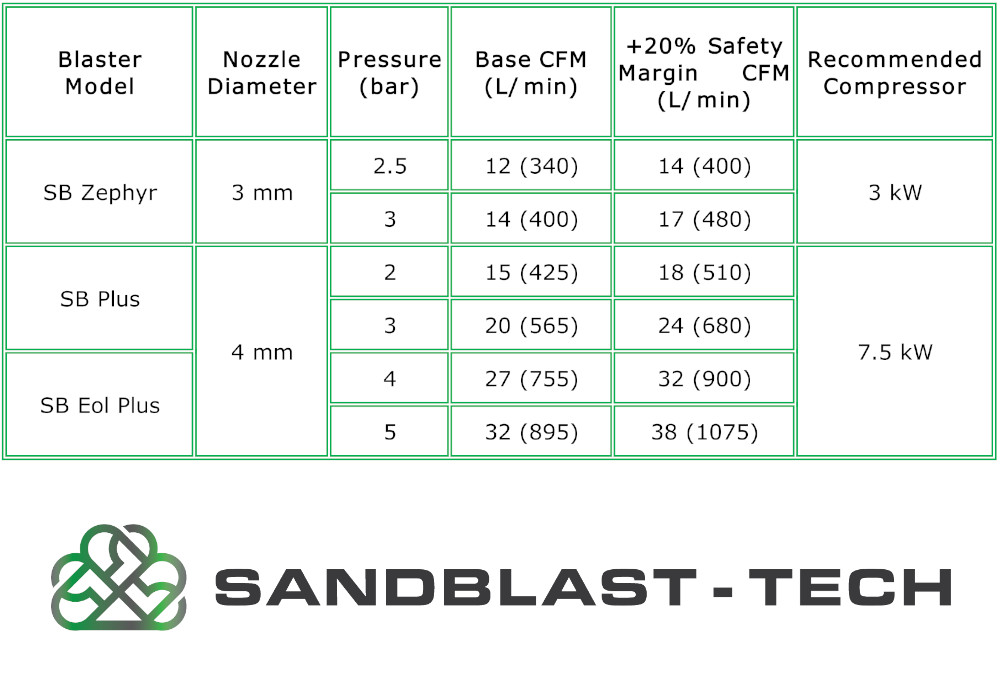
Air Requirements for Sandblast Tech Blasters
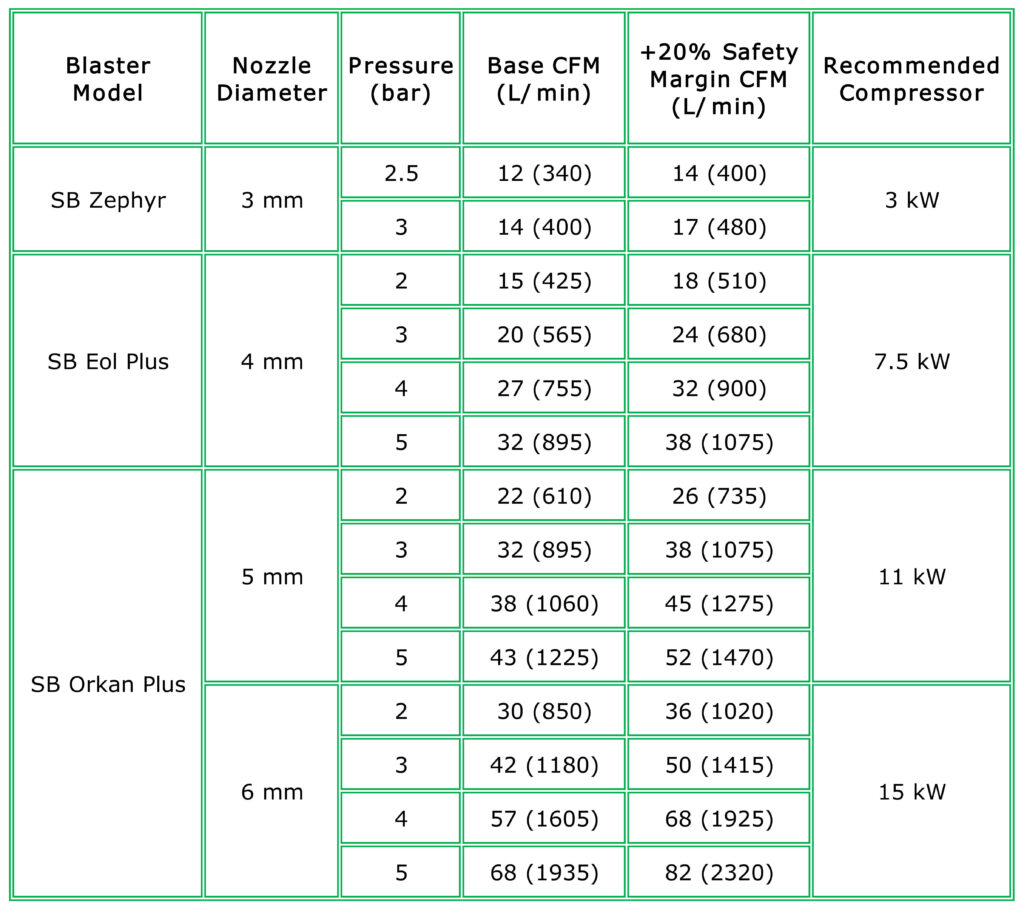
The “Base CFM (L/min)” column shows approximate air consumption with a new nozzle under optimal conditions. The “+20% Safety Margin” column indicates the recommended minimum compressor output, accounting for nozzle wear and line losses.
How Does This Work in Practice?
1. Why Is a Safety Margin Important?
During blasting, the nozzle gradually wears, increasing its orifice size and thus air consumption. Additionally, every installation experiences some pressure loss in hoses and fittings. It is always advisable to allow for a safety margin-better to have 20% more capacity than risk downtime. In a stonemasonry workshop where other pneumatic machines (such as hammers, polishers, or cutting tools) may be operating simultaneously, the safety margin should be considerably higher than 20%. In these cases, a reserve of 40–50% is recommended to avoid pressure drops and unplanned stoppages.
2. Selecting a Compressor-Always for Maximum Pressure
When choosing a compressor for your blaster, always base your decision on the air demand at the highest working pressure for that model. This ensures you can fully exploit the blaster’s capabilities without risking insufficient air supply or reduced performance.
Recommendations for Maximum Pressures:
– SB Zephyr (3 mm, 3 bar):
3 kW compressor (min. 17 CFM/480 l/min with margin)
– SB Eol Plus (4 mm, 5 bar):
7.5 kW compressor (min. 38 CFM/1075 l/min with margin)
– SB Orkan Plus (5 mm, 5 bar):
11 kW compressor (min. 52 CFM/1470 l/min with margin)
– SB Orkan Plus (6 mm, 5 bar):
15 kW compressor (min. 82 CFM/2320 l/min with margin)
This approach guarantees efficient and reliable operation, even for the most demanding tasks.
Practical Workshop Tips:
– Monitor Nozzle Wear:
Reduced performance or increased air consumption indicates the need for nozzle replacement (typically every 80–100 hours of operation).
– Keep Air Dry:
Moist air causes abrasive media to clump and can lead to equipment failure. Invest in a suitable air dryer!
– Check Output:
Periodically measure actual CFM with a flowmeter-this helps prevent surprises during large contracts or peak workloads.
Key Technical Aspects for Optimal Blasting Performance
Beyond compressor selection, several technical factors directly affect the efficiency, durability, and quality of Sandblast Tech blasters-especially dustless models.
1. Air Dryers-The Foundation of Reliable Operation
Moisture in compressed air is a leading cause of blasting problems. Condensation in hoses, valves, or the nozzle can result in:
– Clogging of abrasive media (damp media loses flowability and blocks the system),
– Inconsistent blasting quality (an uneven abrasive stream produces poor results),
– Corrosion and accelerated wear (moisture in the pneumatic system leads to rust in metal components).
A refrigerated or desiccant air dryer is essential. These devices effectively remove moisture from compressed air, ensuring low dew point and reliable operation. The investment pays off quickly through fewer stoppages and longer equipment life.
2. Humidity and Temperature-A Special Challenge for Dustless Blasters
Ambient workshop conditions, such as relative humidity and temperature, are critical-especially for dustless blasters with closed abrasive circulation, like Sandblast Tech models.
– Moisture Ingress: The blasting head in dustless systems draws in not only spent abrasive and dust, but also air from the immediate environment. If the workshop air is humid and/or cold, this moisture is drawn directly into the blaster.
– Consequences for Abrasive Media: In a closed system, even small amounts of moisture accumulate, gradually dampening the entire abrasive load. Cold air can further lower the internal temperature, encouraging condensation. This leads to:
– Clumping and caking of abrasive (loss of abrasive action and free flow),
– Blocked filters and separators (damp dust and abrasive more readily adhere to filtration components),
– Reduced efficiency and frequent stoppages (requiring regular cleaning and drying of the abrasive).
Maintaining stable, controlled workshop conditions is therefore crucial-avoid draughts of cold, damp air near the blaster, ensure good general ventilation, and, where possible, dehumidify the workspace.
3. Air Cleanliness and Filtration
Besides moisture, compressed air may contain oil particles (especially from oil-lubricated compressors) and dust. Essential measures include:
– In-line filters (installed after the compressor and dryer to remove oil, water, and particulates),
– Cyclone separators and fine filters (to protect precision components of the blaster).
Clean air ensures only abrasive media reaches the workpiece, preventing contamination that could affect the final result or the adhesion of paints to lettering.
4. Process Parameter Control
Optimal blasting is not just about the right compressor. Equally important are:
– Abrasive type and grade (matched to the material and desired finish),
– Nozzle condition (regular inspection and replacement of worn nozzles, which lose shape and increase air consumption),
– Stable pressure throughout the system (from compressor to nozzle, with no sudden drops).
Careful management of these elements delivers consistent, high-quality results and optimises energy and consumable use.